




Поперечный закаточный шов, с помощью которого металлическая крышка присоединяется к металлической консервной банке, называется двойным закаточным швом.
ГОСТ 24273-80 «Производство металлических банок для консервов. Термины и определения» определяет двойной закаточный шов как: «Пятислойный закаточный шов образованный совместным деформированием фланцев корпуса банки и крышки».
Из этих пяти слоев три принадлежат крышке, а два – корпусу.
 В месте соединения продольного и поперечного швов двойной закаточный шов состоит из семи слоев металла. Это приводит к видимому увеличению его толщины для паяных банок.
В месте соединения продольного и поперечного швов двойной закаточный шов состоит из семи слоев металла. Это приводит к видимому увеличению его толщины для паяных банок.
Двойной закаточный шов должен обеспечивать прочное и герметичное присоединение банки к крышке. Герметизация шва обеспечивается благодаря нанесенной на крышку эластичной уплотнительной пленке (обычно из высушенной водно-аммиачной пасты, на основе синтетического каучука – латекса), которая при закатывании деформируется и заполняет пустоты между слоями металла.
Требования к качеству поперечного шва определены 5981-2011 «Банки и крышки металлические для консервов. Технические условия».
Оценку качества закаточного шва производят по следующим параметрам: оценка внешнего вида, размеры, проверка разобранного шва, расчет перекрытия и толщины шва.
Оценку внешнего вида проводят визуально. Шов должен быть гладким и плотно прижатым по всему периметру к корпусу банки без накатов и подрезов, заусенцев и волнистости. Выдавливание уплотнительной пасты из шва не допускается. В месте крестообразного соединения поперечного и продольного швов банки (углошва ) допускается видимое увеличение толщины шва отвечающее конструкции корпуса и увеличение ширины шва не более чем на 20%.
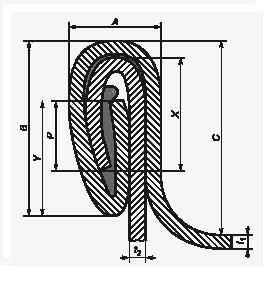
Внешними размерами двойного закаточного шва, которые могут быть проконтролированы с помощью универсального измерительного инструмента или специальных шаблонов без его разборки (разрезания), являются:
толщина (А) – размер в поперечном сечении закаточного шва, определяемый, как расстояние от борта крышки до наиболее удаленной
точки основания ее крючка;
ширина (B) – размер в поперечном сечении закаточного шва, определяемый, как расстояние от его вершины до наиболее удаленной
точки дуги крючка крышки вдоль образующей стенки;
глубина посадки (C) – размер в поперечном сечении закаточного шва, определяемый, как расстояние от его вершины до опорного кольца крышки.
Другие размеры могут быть определены только для разобранного шва или его разреза.
К ним относятся:
ширина крючка корпуса (x);
ширина крючка крышки(y);
ширина перекрытия закаточного шва (P).
Кроме того для оценки качества шва необходимо знать:
толщину металла корпуса (t1);
толщину металла крышки (t2).
Оценку размеров разреза шва проводят визуально, используя профильный проектор или инструментальную лупу, а разобранного шва – при помощи универсального измерительного инструмента, обеспечивающего необходимую точность измерений.
Перекрытие крючков P по периметру шва, кроме крестообразного соединения (углошва) паяных банок, должно быть не менее 45%. В местах крестообразного соединения (углошва) паяных банок должно быть хотя бы минимальное перекрытие.
Перекрытие шва Р, % вычисляют по формуле (размеры элементов в мм):
P=(x+y+ t1+B)/(B-(2 t1+ t2))*100
Толщину шва Aмакс вычисляют по формуле (размеры элементов в мм):
Aмакс=(3 t1+2 t2)*1,3
Соблюдение требований к параметрам двойного закаточного шва позволяет обеспечить герметичность укупоренных конервных банок не только после их закатывания, но также при стерилизации и транспортировании.
ООО «ПРОДМАШ ТЕХСЕРВИС» изготавливает шаблон контроля закаточного шва и ручное устройство для контроля герметичности Б4-УЗТ-81Б. Шаблон предназначен для контроля толщины и ширины двойного закаточного шва, глубины посадки и высоты завитка крышки, а устройство – для контроля герметичности укупоренных металлических банок и прочности укупоривания стеклянных банок типа I (СКО).